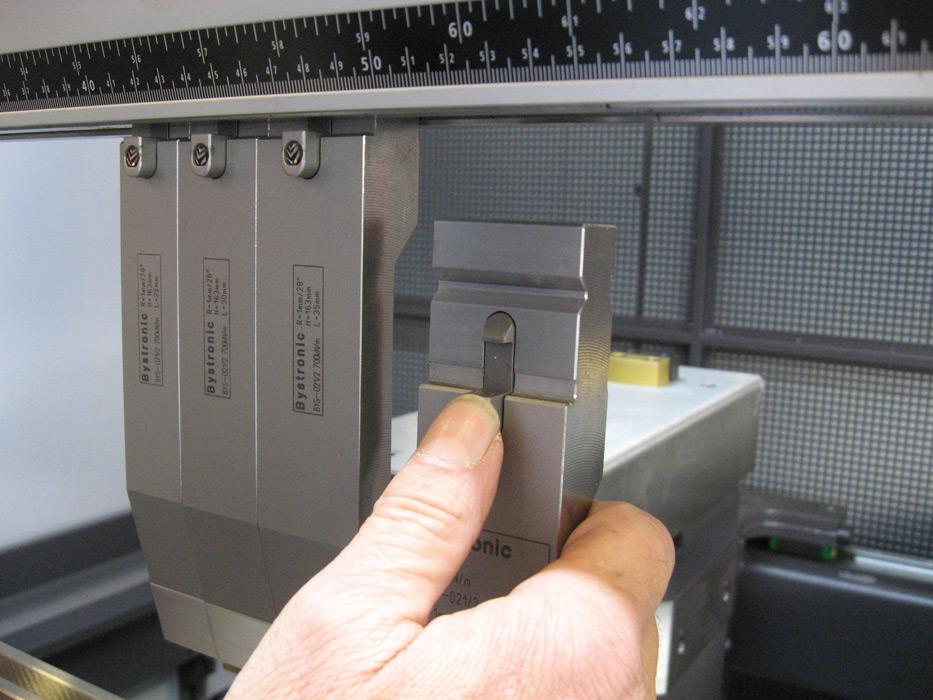
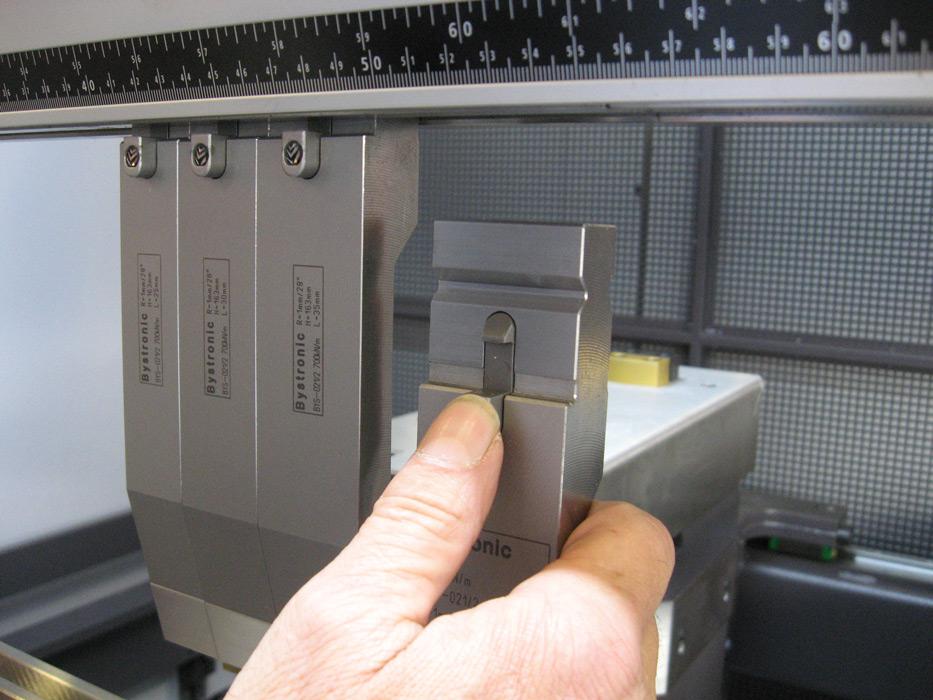
تركيب الاحتفاظ الذاتي. يجب أن تكون قادرًا على تحميل الأدوات مع رفع ذاكرة الوصول العشوائي. يجب أن يثبت نظام حمل الأدوات عدة قطع في مكانها حتى يتم تطبيق ضغط التثبيت (انظر الشكل 2).
الجلوس الذاتي. أثناء تطبيق ضغط التثبيت، يتم سحب اللكمات ميكانيكيًا إلى موضعها. وهذا يلغي الحاجة إلى وضع المثقاب في القالب أثناء الإعداد.
التحميل الأمامي. يجب أن تكون قادرًا على تثبيت الأدوات من الجزء الأمامي للجهاز. يؤدي هذا إلى تقصير وقت الإعداد لأنك لم تعد بحاجة إلى قضاء الوقت في تحريك الأدوات من نهاية مكابح الضغط. في معظم الحالات، يلغي التحميل الأمامي أيضًا الحاجة إلى الرافعات الشوكية والرافعات العلوية.
الأحجام القياسية. يمكن للأدوات ذات الارتفاع المشترك أن تقلل من الحاجة إلى إجراء تعديلات على الماكينة عند تغيير الوظائف. تظل أذرع الدعم الأمامية وارتفاعات المقياس الخلفي وأجهزة الأمان جميعها في موضع مشترك. ونظرًا لأن الأدوات مصنوعة بنفس الارتفاعات، يمكنك إضافة قطع جاهزة والتأكد من أنها ستتوافق مع أدواتك الحالية.
يتم تصنيع العديد من أدوات مكابح الضغط عالية الجودة وفقًا للمعايير المترية. لذا فإن الحجم الاسمي هو 0.250 بوصة. فتحة V هي في الواقع 6 مم، أو 0.236 بوصة. علاوة على ذلك، فإن الانحناءات في الصفائح المعدنية لها نصف قطر زاوية بيضاوي الشكل قليلاً، لذلك عليك فقط الاقتراب للحصول على الشكل الصحيح. من أجل البساطة، تم تقريب الأبعاد الإمبراطورية في هذه المقالة.
لاحظ أن المناقشة التالية تركز على ثني الهواء، وذلك لسبب وجيه. الاتجاه السائد هو التخلي عن القاع أو العملات المعدنية واحتضان الانحناء الهوائي كلما أمكن ذلك. ومع ذلك، يجب أن تدرك أنه لا يمكن إنتاج جميع الأجزاء باستخدام تقنيات ثني الهواء الكلاسيكية.
يستخدم المشغلون في جميع أنحاء الصناعة أدوات مختلفة جدًا لتصنيع أجزاء ذات جودة مماثلة أو متطابقة. يصنع الكثير من المشغلين أجزاء مقبولة بأدوات غير صحيحة لأنهم لا يستطيعون الوصول إلى الأدوات الصحيحة. إنهم ينجحون؛ لكن "إنجاح الأمر" ليس فعالاً أو قابلاً للتكرار، ويمكن أن يعيق تدفق العمل بشكل خطير. يجب أن يكون لأفضل الممارسات في اختيار الأدوات هدف واحد بسيط وأنيق: تحقيق الأجزاء ذات الجودة الأفضل في أقل وقت ممكن.







 شبكة IPv6 مدعومة
شبكة IPv6 مدعومة
















{kind=link}