من أجل تحسين خواصها الميكانيكية، تحتاج الأدوات إلى الخضوع للمعالجة الحرارية مثل التبريد والتصلب.
التبريد:
هذا نوع من المعالجة الحرارية التي تتضمن تسخين الفولاذ وتبريده لاحقًا لتقليل الضغط الداخلي في المادة. أثناء عملية التسخين، يتم إنشاء المارتينسيت، الذي يتميز ببنية صلبة للغاية وقوة شد نهائية عالية، ولكن مرونة منخفضة.
ولذلك، فإن المادة عرضة للتشقق. لتجنب هذه المشكلة، يتم بعد ذلك تقسية الفولاذ من خلال التبريد المتحكم فيه. معدل التبريد أثناء التقسية له تأثير كبير على الضغط المتبقي للصلب. كلما كان معدل التبريد أبطأ، كان الضغط المتبقي أضعف.
درجة الفولاذ التي يمكن أن تخضع لهذه المعالجة تحتوي على 0.4-0.6% من الكربون، وبالتالي يطلق عليها الفولاذ المروي والمقسى.
تصلب:
الغرض من هذه المعالجة هو زيادة صلابة المادة، والتي تتضمن تسخين الفولاذ إلى درجة حرارة معينة ومن ثم التبريد السريع.
الطريقة الشائعة الاستخدام لقياس صلابة الأداة هي اختبار صلابة روكويل، والذي يتم إجراؤه باستخدام مسافة بادئة مخروطية (HRC) أو كروية (HRB).
أنه ينطوي على زيادة الحمل على الصك تدريجيا. يتم تحديد الصلابة من خلال عمق اختراق إندينتر في قطعة العمل.
تصلب الحث:
هذه هي المعالجة الحرارية الأكثر شيوعًا اضغط على الفرامل الأدوات الآلية، ولكن نظرًا لأنها معالجة سطحية، فإنها تؤثر فقط على الطبقة الخارجية للأداة.
يستخدم هذا التبريد مبدأ الحث الكهرومغناطيسي: يتم وضع مادة موصلة (ملف) في مجال مغناطيسي متناوب قوي، ويتم تسخين الأداة إلى درجة حرارة عالية، ثم يتم تبريدها بسرعة عن طريق تدفق سائل التبريد.
يمكن للتبريد الحثي أن يشكل سطحًا صلبًا للغاية مع مقاومة التآكل ومقاومة التعب، دون التأثير على صلابة القلب.
تصلب الأساسية:
بعض اضغط على الفرامل يستخدم مصنعو الأدوات الآلية تصلب القلب لتحقيق صلابة متسقة في جميع أنحاء الأداة، في حين أن قيمة صلابة السطح منخفضة، وعادة ما يكون السطح عرضة للتآكل.
الطول والدقة
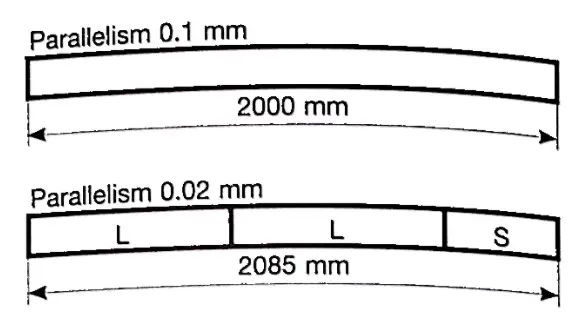
في الماضي، اضغط على الفرامل تم إنتاج الأدوات الآلية كقطع مفردة، وكان طولها هو نفس طول الآلة اضغط على الفرامل الآلة أو الملف الشخصي المراد ثنيه. تم تخطيط هذه الأدوات الفولاذية لأن التصلب والطحن يمكن أن يتسببا في تشوهها بسبب طولها. نظرًا لعدم قدرة أداة القطع على المعالجة، فإن دقتها منخفضة جدًا، حوالي 0.1 ملم لكل متر.
ومع ظهور التقنيات الجديدة، زادت دقة اضغط على الفرامل لقد تحسنت الأدوات الآلية بشكل ملحوظ. أدوات اليوم عبارة عن أجزاء يتم إنتاجها وتقويتها وتصنيعها آليًا، مما يضمن دقة أعلى (0.0 ملم لكل منصة نقالة) وأداء ميكانيكي أفضل من ذي قبل. طول اضغط على الفرامل تختلف أداة الآلة حسب النوع، على سبيل المثال، يبلغ طول أداة Shinite 835 ملم.
تتمتع أداة التجزئة بالعديد من المزايا: طول معياري قياسي، بحيث يمكن للمشغلين شراء أدوات لتشكيل الطول الإجمالي المطلوب؛
سهل التشغيل، مما يوفر الوقت عند تثبيت اضغط على الفرامل آلة؛
توفير التكاليف لأن الأجزاء البالية أو التالفة فقط من الأداة هي التي تحتاج إلى الاستبدال، بدلاً من الطول بالكامل؛
يمكن إعداد الجهاز باستخدام محطات عمل وأدوات تثبيت مختلفة بملفات تعريف مختلفة يتم استخدامها بالتسلسل.
من المهم أن تكون أبعاد الأداة صحيحة ويمكن أن تكون قابلة للتبديل بالكامل ومتوافقة مع الاستخدام الحديث اضغط على الفرامل الآلات وضمان الجودة العالية اضغط على الفرامل والتكرار.
بفضل تشطيب السطح الناتج عن آلات الطحن الحديثة اضغط على الفرامل يمكن للأدوات الآلية إنتاج قوالب ذات أنصاف أقطار في قوالب على شكل حرف V ونصائح مثقوبة.
وهذا يسمح للزي الرسمي اضغط على الفرامل دون وضع علامات على الصفائح المعدنية وفهم نقاط الاتصال الدقيقة بين الأداة والصفائح المعدنية. هذه معلومات مهمة لنظام CNC الخاص بالمكبس ليتم ضبطه تلقائيًا اضغط على الفرامل المعلمات لتحقيق أقصى قدر من التكرار.







 شبكة IPv6 مدعومة
شبكة IPv6 مدعومة















